В основу метода опрессовки положен принцип местного вдавливания трубчатой части соединительной гильзы, а для опрессовки медных сечением до 2, 5 — принцип гребенчатого вдавливания. Качество контакта при опрессовке определяется правильным выбором размеров соединительных гильз, рабочего инструмента и от чистоты поверхности жилы и внутренней поверхности гильзы. Для разрушения пленки оксида алюминия перед опрессовкой в гильзу вводят пасту, состоящую из механической смеси вазелина и мелких частиц кварцевого песка.
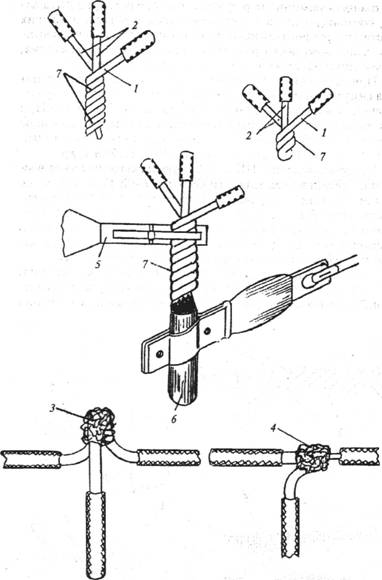
Рис. 5. Соединение жил электросваркой 1 — медная жила; 2 — алюминиевая жила; 3, 4 — возможные соединения без скрутки жил; 5 — электродержатель; 6 — угольный электрод, 7— скрутки жил для сварки
В процессе спрессовывания частицы кварцевого песка разрушают пленку оксида алюминия, а вазелин предотвращает новое образование пленки. При опрессовке алюминиевых и медных жил применяют два вида механизмов: механические и гидравлические прессклещи, развивающие усилие на пуансоне от 5, 5 до 14 кН, а также механические и гидравлические прессы, развивающие усилие до 20 кН. Наибольшее применение имеют пресс-клещи ПК-2, ПК-1, КСП и прессы РМН-7, ПГЭМ и др.
Пресс-клещи типа ПК и КСП предназначены для опрессовки алюминиевых жил в гильзах ГАО-4 и ГАО-5, а также для оконцевания медных жил сечением 4—6 мм2 в наконечниках типа (Т) и медных жил сечением 1, 5—2, 5 мм2 в кабельных концевых наконечниках типа (П). Наиболее часто применяемые клещи для опрессовки жил при электромонтажных работах в жилых домах (рис. 6) — клещи КСП. Выбор гильз для опрессовки алюминиевых жил сечением 2, 5—10 мм2 с подбором соответствующего инструмента (матриц 2 и пуансонов 1, рис. 7) зависит от суммарного сечения соединяемых и ответвляемых жил и осуществляется по табл. 2.
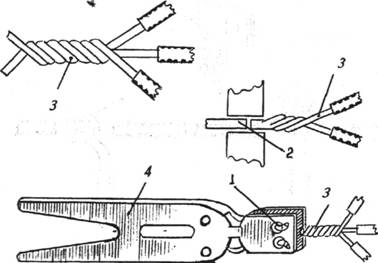
Рис. 6. Клещи КСП (процесс опрессовки): 1 — губки клешей: 2 — запрессованная скрутка жил; 3 — скрутка из очищенных жил: 4 — ручки клещей
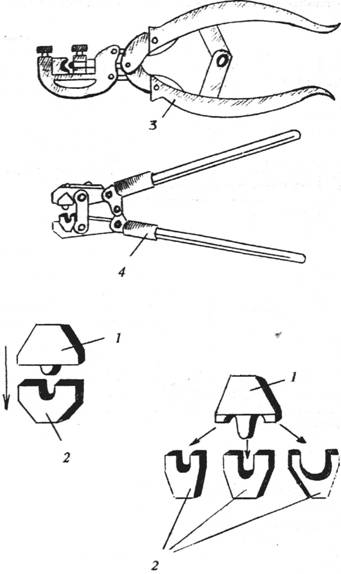
Рис. 7. Клеши ПК-2 и ПК-1 для опрессовки с помощью пуансонов и матриц: 1 — пуансон, 2 — матрица; 3 — клещи ПК-2; 4 — клещи ПК-1
Таблица 2
Суммар-
ное
сечение
жил,
мм2 |
Тип
гильзы |
Маркировка инструмента в зависимости от
применяемого механизма |
Остаточная
толщина в
месте
опрессовки
(+0, 2 мм) |
ПК-2 |
ПК-1 |
КСП |
Матр. |
Пуан. |
Матр. |
Пуан. |
Матр. |
Пуан. |
7, 5 |
ГАО-4-1 |
А4 |
А4 |
А4 |
А4 |
А4 |
А4 |
3, 5 |
15 |
ГАО-4-2 |
А4 |
А4 |
А4 |
А4 |
А4 |
А4 |
3, 5 |
13 |
ГАО-5-1 |
А5 |
А5 |
А5 |
А5 |
А5 |
А5 |
4, 5 |
26 |
ГАО-5-2 |
А5 |
А5 |
А5 |
А5 |
А5 |
А5 |
4, 5 |
Опрессовку при монтаже и ремонте при помощи гильз (втулок) проводят в последовательности, показанной на рис. 8: а), б) подготовка токоведущих жил для односторонней и двухсторонней опрессовки, которая заключает в себе: снятие изоляции, зачистка жил 3, смазка гильз кварцевазелиновой пастой, заводку токоведущих жил в гильзу 9. При суммарном сечении жил меньше номинального, приведенного в таблице, в гильзы вводят дополнительные проволоки, которые зачищают аналогично концам проводов, подвергающихся опрессовке; в) процесс опрессовки, заключающий в себе вдавливание пуансона 1 в гильзу 9 до момента соприкосновения с заплечиками матрицы, либо до срабатывания предохранительного устройства.
Лунки 10 от вдалбывания должны располагаться на одной линии вдоль оси гильзы.
